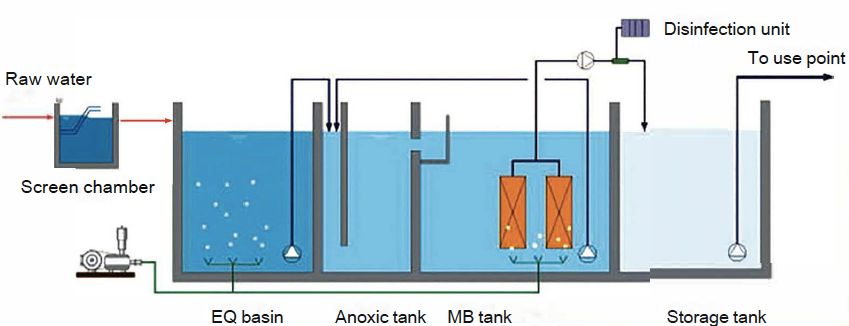
Working Process

Key Benefits
Excellent Effluent Quality
Produces high-quality treated water suitable for discharge, reuse, or further purification.
Compact Footprint
Eliminates the need for large secondary settling tanks, reducing overall plant size.
High Biomass Concentration
Supports higher MLSS levels, resulting in improved treatment performance.
Reliable Removal Efficiency
Effectively removes COD, BOD, suspended solids, and pathogenic microorganisms.
Water Reuse Capability
Ideal for water recycling and reuse projects.
Stable Operation
Maintains consistent performance under varying flow and pollutant conditions.
Typical Applications

Why Choose Our MBR System